报警至中控室
车辆通过光栅
问题高发点
压力分析
视觉设备
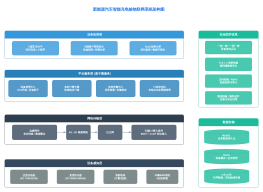
Obtain production plan according to shop production situation根据车间生产情况进行获取生产计划
IOT数据分发
Server 11
冲压焊装网络与服务分离 方案一 新增交换机
IOT系统
冲压服务器101
数据湖
数采
ESB
部署
时间:定时获取生产计划数据传输至同步生产同步数据量300(后备序列)
温度模型
焊装设备
同步生产
数采平台
AVI系统
计算节点1
SAOE1自研软件
局域网
EHM系统
导致生产停止问题描述
PMC系统数据库
机械手
改动点
立即进行报警邮件发送
主动获取 点焊数据每晚凌晨30分至凌晨1点
负载
数据传输
车辆投入
分配库位181个
任务任务建立无序入库
传递VIN
过程数据传输(vin)
情景1==猜测:任务手动强制完成,导致任务一直占用堆垛机。但生产队列中仍存在任务
电
焊装服务器40
涂装PBS5点位
返回计划数据
事件
SAO-Q
Welding equipment
核心交换机2
数据推送
折线图
焊装车间独立提供
说明
IOT服务器13
3.根据车辆生产情况请求生产计划一次一个(根据线体人员自己设定:获取数量5~50)
数据流程图
记录
IT机房
主数据
检测1线充电桩
Paint equipment
Andon屏
联系涂装设备查看出库记录
获取生产计划
Server 15
OTD
分析
数据中心
计算节点3
问题点
柱状图
Assembly equipment
涂胶机
控制电池包流转方向
车间以太网
Control production控制生产
携带数据返回
输出正常信号
组盘信号发送
返回3线信息
ABB RobotABB机器人
涂装设备
发起计划获取
焊装生产计划流转数据图
存储
计划获取正常
userinfo携带数据返回
检测2线充电桩
饼图
动作
计划获取异常
IOT服务器12
数据推送部分
组盘时发生托盘与电池包绑定错误
焊装服务器102
数据上传
UC3.5
接到数据后立即进行数据推送任务
系统自检60秒/次
Planning indicator panelManage parts input计划指示屏管理零部件投入
IOT服务器11
IOT服务器14
电机1
抓取照片识别结果
API
Server 14
等待
SAO-P
各类型数据(温度,压力,振动)
温度分析
HMI / 报警灯等
总装生产
二次拧紧特征值发送IOT
1.开线时自动请求生产计划一次一个(根据线体设置拿满5~50)
订阅数据
SAO-P-32-->同步生产-->PLC-->设备
交互
数据传输 每日11:00~11:30
音乐播放
可直接录入未获取过得生产计划数据量可自定,导入后增加至后备序列
上位系统
AVI
手动更改电池与推盘绑定:情景>>10号托盘与电池包1绑定完成,但由于手动强制结束(总装应急操作)。此时托盘承接了新的电池包2且完成入库。当此托盘接收到新的出库任务时,wms判定上一次出库任务执行中,导致出库停止
拧紧扳手
联想交换机2
VIN写入
由PMES发送至WMS
通知进行MES数据补录
监听
Welding push data summary.
报警处理
按周期随机分配数据采集任务至12,13,14,15服务器
核心交换机1
总装AVI系统
原始数据生成
UC3.1与UC3.5数据(焊装品技反馈已依据checklist收集清单收集完毕)
3线用户
电流分析
PDA扫码过点
PMC系统
paint database 48
增加报警
过点数据
动作OPA720工位
IOT焊装数据库46
总装需推送数据汇总
发起生产计划日程
网络路由
AVI(Automatic Vehicle Identification) system processes vehicle welding dataAVI(车辆自动识别)系统处理车辆焊接数据
BOOM-->APS-->MES-->IOT-->同步生产-->PLC-->设备
点焊;螺柱焊;涂胶;vin打刻;
Andon
车辆上线通知
异常VIN
Assembly push data summary.
数据汇总
机运系统
SQL Server数据库
复制车
冲压焊装网络与服务分离 方案二 UPS供电
网络安全
托盘回到PACK
托盘任务异常
设备
Send the latest production plan regularly定时发送最新生产计划
系统识别
0
联想交换机1
首次拧紧特征值发送IOT
超声波;在线测量;解剖间;三坐标;
焊装需推送数据汇总
车间交换机
总装DC特征值交互过程
Keepserver EX6
数据库
携带用户组织信息、用户基本信息、签名
IOT解析存储数据
PLC-PBS5
PBS5数据防丢失(不造成停线为前提,虽然无法保证数据100%稳定与准确,但是实施后可较快发现问题解决问题)
EHM
电池包出库
. . . . . . . . . .
电池
订阅
返回1线信息
wms绑定托盘与电池包信息OPA720 >>> B01045
WMS任务状态0:电池下架至连廊、1:连廊至总装、2:电池其他出库、3:已接收、4:已分配出库中、5:已回传、6:异常、7:取消、10:离开缓存区;11:托盘已离开;12、排异常口;13、取空异常
welding database 46
网线铺设
JGP36
方案1 通过MQTT协议发送数据(EHM厂家提出)
返回所需执行的程序号
IOT总装数据库21
wms任务异常结束导机运轨道上堵塞,后续任务无法执行(出库入库)
人工检测项
The vehicle detection result data is sent to IOT车辆检测结果数据发送至IOT
校验
所有服务器均可连通各车间设备,完成数据采集
点焊机临时方案数据同步图
MES下发动作存在时差,目前下发为无序下发。需考虑更改为当报交后先下发特征值然后再次下发过点数据,保证DC拧紧系统在IOT获取数据时IOT已准备好
PLC
输入指令
堆垛机状态判定
光束核心交换机
OK
循环判定
存储阵列
方案4 PMC直接写入EHM数据库(实现最简单方式,但需要手动干预)
电池包顺序粗排
PMC系统控制信号复位
功能正常
情况二
电流模型
组成
各车间独立推送,保留服务器11与15作为备用。可手动应急切换接管121314服务
焊装服务器新
CDC方案示意-目前IOT与数据湖交互方案
条码与电池包匹配异常
车辆上线数据
准备处理计划状态
电池包入库
4.下发生产计划。根据PLC状态点显示线体获取状态(白红绿黄色区分)
无过点数据
IOT服务器15
PMC
电机2
SQL Server CDC
IOT
检测3线充电桩
报交车辆
方案2 各车间指定推送数据服务器,设置备用推送服务器手动应急
计划自检开线前1小时7:30
判定各线体获取状态与时间
UC3.1
线体
create_time ASprocuct_date
初始位置
称重
涂装车间立体库
车辆进入
播报系统异常信息
MQTT Broker 1
WCS控制机运执行1.B01045 >>> B01023 堆垛机12.B01045 >>> B01027 堆垛机23.B01045 >>> B01043 堆垛机3
输出异常信号
查询用户详细信息检验用户信息更新数据入库
UPS电源
产线设备跟流水号绑定
焊装服务器101
任务建立
ETL
压力模型
情况一:AVI发生异常车辆识别失败且现场人员未手动扫码直接复位报警改善:无法解决情况二:DC无法响应车辆上线改善:需供应商给出(同时考虑MES更新特征值情况)
焊装同步生产系统
MQTT服务器
总装任务拉动
总装车间
焊装路由中转
Data Push
IOT涂装数据库48
MES
问题点-涂装设备
操作员校验是否完全导入
内饰2层
MES系统
电机3
生产序列由保全根据生产计划,每日调整后导入同步生产
总装内饰二层
全自动化操作:设备-->IOT-->MES/DataLake
HMI
生产人员
正常车
焊装车间
andon综合屏
用户更新
AGV
问题点-反馈至MES
定时获取生产计划数据传输至同步生产
冲压车间独立提供
扫码
AVI报警方案1:需要涂装设备进行改造,增加报警功能:a 涂装自身识别硬件报警b 总装avi识别失败时会显示在涂装AVI系统中报警至中控室c 涂装立体库建立新的点位,当总装avi系统出现问题恢复后发送请求信号至涂装立体库,需要涂装立体库根据出库记录信息写入相应VIN至新点位,然后AVI重新读取注意:涂装改造涉及处理逻辑变化,存在涂装立体库不稳定造成无法放车;改造周期与验证耗时较长;AVI与立体库跨车间交互,重发数据与重新请求机制建立目前方案存在风险;方案2:总装AVI按照各线体方式在PBS5之后增加自身系统的识别设备与涂装立体库分离管理。方便后期快速排查问题点与报警通知注意:新设备需要预算额外采购,设备到位后需要总装设备进行验收与学习avi系统方便后续排查问题与使用维护系统方案3涂装,总装给自安排设备人员在涂装交接处值班,涂装设备在涂装立体库系统中实时观察车辆放出记录,总装设备在总装avi系统内实时观察车辆过点情况。出现问题第一时间对接缺失车辆数据,进行数据补录与通知注意:方案1与2两种方案报警时均需要通过邮件形式实时发送至各相关人员邮箱提示
人工操作:无法实现自动赋值,每辆车均需人工检测后,由SAO-P-33在车辆吊上前人工录入mes内(65项需人工检测,34项设备自动检测)
查询用户详细信息
方案1 各车间需独立进行推送数据,随机选择推送服务器
Server 13
Vehicle production completed车辆生产完成
触发
操作员按上位机逐台导出当日焊接数据
控制品质门放行
执行出库任务
点焊机
车辆过点
发送报交过点数据
工控机
发送完整点焊数据
UC3.1 Result class data
summarization of data
车辆报交
产线HMI(PLC)
PBS5后增加一套识别设备
发起生产计划日程下发日期跟据MES锁定计划排程举例:今日100,明日200 共300
电池包库位摆放完毕
抽检员获取车辆数据
螺柱焊机
音乐报警提示
WMS系统逻辑
Cimpliity
发布数据
机器人抓电池包
返回2线信息
组装二线品质门
库位占满后,WMS控制托盘自动去排异口.共181个库位,至少保留2个应急库位(立体库不需要)1.每款电池包设置了进库上限(需明确修改位置在哪),超过后无法入库2.以下情况
放行
Data Push Section
上线车辆
Paint equipment
释放库位(解绑动作触发需明确)
All servers can be connected to the equipment in each workshop to complete data collection.
存储对应生产计划数量:300
PMES组合质量信息形成完整电池包信息
Server 12
网
1
系统扫描周期:100ms/次,数据变化后立即执行发送与记录操作
需要涂装立体库再次发送车辆信息
方案1
2.写入数据(自动)
数据模版检验解析点焊数据,同步入库
车间
涂装车间
运行正常
WMS控制机运执行B02021 轨道与精排区交接口 >>> B02054 总装出口orB02026 精排区与轨道交接口 >>> B02054 总装出口
产生结果类数据与过程类数据
表A:PMC写入表B:拷贝表A
过程数据传输(流水号与vin)
产生
IOT虚拟化集群
后台系统
数据模版检验构造用户数据、用户组织数据同步入库
生产计划定时下发(通常4:00~4:30)
Data collection section
服务器1
计算节点4
依据总装生产计划送车
IOT机柜
监听变化
任务来源LES。WMS根据总装生产计划,自动判定出库电池包
1线用户
WMS入库任务执行完毕电池包信息,托盘信息,库位信息绑定完毕
主动通知
AVI视觉设备
替换后验证
任务队列建立
根据过点信息进行线体排产,将计划分发至各线体各机器
情况一:DC已获取计划,但是因为其他原因需要再次获取报交数据改善:可以开发程序提供操作入口给E3或P5手动重置计划供获取情况二:DC未获取车辆过点改善:DC完善二次及三次获取机制
冲压路由中转
UC3.1 Result class data
SQL Server中间库
发送VIN,过点时间
根据计划进行解析与各线体排产,将计划分发至各线体各机器
冲压JGP机柜
J0X机舱投入;UB投入;主焊下线;补焊下线:设备-->AVI-->IOT-->MES焊装吊上:产线PDA
抽检人员
IOT现行方案
正常车与复制车
用户新增
网络铺设
人工进行车辆流水号识别
总装设备部门
涂装,pack推送数据汇总
根据过点信息实时对比当日生产计划
计算节点2
H3C交换机2
总装品技部门
生产计划定时下发(通常4:00~4:30)下发数量:300
系统正常后自动进行复位
总装内饰一线车标识别-软件端方案
1.数据结构同步(手动)
依据已获取的计划与特征值进行作业
自动进行车辆流水号识别
服务
Real-time production data实时生产数据
显示系统异常信息
自研系统
PBS5数据上传流程
方案2 EHM对接PMC直接采集数据(IOT数采模式)
IOT服务集群
1.根据生产计划产生扣料操作2.
PLC触发视觉检测
计划信息
总装设备
H3C交换机1
涂装生产计划流转数据图
风险点:1.设备端准确率不足90%。根据2024年11月1日至2025年1月6日统计准确率仅为84%2.当设备端出现误读、异常判断、存储照片失败等情况导致SAOE1自研软件发送NOK至MES后,存在较大停线风险。3.触发停线后,MES会自动生成问题记录。责任方未明确,就目前准确率估算,后期对策改善输出效果不明显4.checklist内记录NOK后,均需要进行返修后才可认定车辆正常。返修流程较为复杂,当车辆本身正常但软件误判时容易导致现场人力资源浪费5.返修职责未明确。问题出现时未确定责任人与处置人6.检测数据与原IOT-MES接口不兼容。若采用新接口传递数据IOT端会产生费用,预计4000~6000元7.IT端新接口对接需打通ESB、MES、Datalake均需要开通新接口与进行数逻辑识别。根据经验估算费用2.5~5万元8.原一车一档费用根据对接表数量与工作难度进行评估报价。车标防错涉及新业务。预计花费增加3000~5000元9.IT端CCB审核严格,目前返修问题、工单问题、停线问题总装设备未与总装其他部门达成一致意见
返回用户guid200 状态码
主数据获取 用户信息 组织信息
ALTER TABLE public.t_assembly_production_plan ADD cdz2_down_time timestamp(6) NULL;ALTER TABLE public.t_assembly_production_plan ADD cdz3_down_time timestamp(6) NULL;
获取 点焊数据抽检车辆
程序号
系统监听出现问题
抽检员获取车辆合拼步骤数据
理解WMS -- 切入点:电池包在WMS中的生命周期
输送至应急口B02050
入库操作
模型库
CDC库
存储对应生产计划
复制模式 or CDC日志传输模式
一车一档数据追溯流程图
可直接录入未获取过得生产计划
给予放行
ETL+实时
识别结束
振动模型
总装IT交换机
切入点
异常排异情况清单
assembly database 21
车间质量问题andon屏显示
整合
输送至总装
wcs采集设备状态异常,直接修改后台服务。需问下后台操作流程需添加异常任务跳过且明确后续流程
工艺准备与输入
数据采集部分
WMS未接受到PMES条码信息
结果数据传输(vin)
监听数据变化
服务器2
CDC
2线用户
设备检测项
为保证入库与出库效率双提高,电池包出库任务执行时未严格按照LES内计划顺序取电池包尽量按照LES顺序往外出
拍照识别
设备端:PLC
阿特拉斯拧紧系统
wms可执行异常排异OPA720 >>> B01019
UC3.5 Procedure class data
Synchronous production system同步生产系统
问题点-已制定改善措施,后续实施节点PTDC暂未给出
数据统计与分析
分类各线体所需数据
开启出库任务
ABB机器人
...
实时监测车辆到位情况
DataLake
车标数据上传流程 结论:SAOE1自研软件可实现通过API接口与MES进行数据交互,Checklist内可增加新检测项,但存在风险点需解决后才可推进项目
实时备份库
原始数据生成与确认
立体库出现问题
运行异常
周期性获取车辆报交数据
所有服务器均可连通光束网络,系统自动独立完成数据推送
依据报交数据获取拧紧特征值
根据AVI提供得生产计划逐台车辆产生数据
方案3 数据库设置实现自动数据对接(IOT-数据湖对接方式)
涂装立体库
内饰一线
应急后托盘需在wms进行人工下架后进行组盘
电池包放至机运轨道最大负载34个
EHM数据中心
问题点-准确率84%(11月1日至今统计)
线尾检测checklist
扫批次码记录(时间,批次码)批次码null不报错
DC拧紧特性主动报警可行性:a.总装计划未下发:1.当车辆报交后IOT同时接收MES报交过点与车辆对应特性值验证是否数据接收情况可行,但无法验证特征值准确性且存在PBS5过点后MES二次发送特征值。此报警无意义。2.拧紧系统未成功识别IOT内车辆报交数据。目前无完善方案。b.总装计划已下发:1.AVI系统未成功识别车辆控制线体报警灯进行报警,同时提供扫码枪由现场人员手动扫码后机运恢复(已完成)。但是无法保证现场人员实际操作,据E3反馈DC工具多次因此原因导致拧紧作业失败。
推送VIN,过点时间
JGP37(新)
DC打紧
监控自身设备读取失败时
按生产时间分类
操作员检验是传递数据是否完整
CLOUD 主数据同步时序图
产线设备将VIN传递给自研系统,由自研系统判定车型识别响应程序号返回给设备,然后设备端根据程序号执行响应图形识别工作。异常时发出报警与停线。人工维护信息:车型信息、设备执行程序号、零件号、车型特征值、工艺维护。
Replication
结束
振动分析
Data generation数据产生
2.下发生产计划。根据PLC状态点显示线体获取状态(白红绿黄色区分)
产线设备跟VIN绑定
功能异常
情况一
计划下发
EHM数据库
Vehicle banding data车辆合拼数据
归档状态
WCS控制机运执行B02054 总装出口 >>> B01003 EC24电池包组合orB02054 总装出口 >>> B01067 待承接J0X电池WMS执行出库任务由状态11更改为5解绑托盘与电池包信息
人工操作:人工录入流水号后设备生成数据-->IOT-->MES/DataLake
问题点-总装设备
每次车辆出库均会更新PBS5内数据
服务器9
操作员关闭各点焊机数采任务
精排区最大负载16
WCS控制机运执行1.B01017 >>> B01047 堆垛机12.B01032 >>> B01047 堆垛机23.B01037 >>> B01047 堆垛机3
WCS控制机运执行B01047 >>> B02021
提供车辆VIN信息
1.SAO-P-33预估产量后在MES内设置批量赋值数量:10000,此时当车辆检测合格后此10000辆车均由mes自动设置检测项为OK2.SAO-P-33依据控制计划在mes内设定赋值周期:3个月,此时当车辆检测合格后此3个月内车量均由mes自动设置检测项为OK
数据记录
方案2
目标数据域
不可直接录入未获取过得生产计划
结果数据传输(流水号与vin)