否
去参的模型,一般是3D-Step格式
特征加工方案决策
检查系统迭代改进
1. 上述工艺决定机床型号(机床行程、精度、装夹方式等)2. 在MES系统中查询排期最少的机床编号3. 根据机床编号决策对应刀具库与后处理模板
是
刀具寿命管理
CAM加工策略分析
加工方向排序
属性标注
自动加工仿真
刀具库决策
模型修改
完成
自动报价
自动换夹持位
后处理决策
价格
CAM平台仿真
线框识别
1. 现有机床、刀具等是否支持已识别特征加工
上传PLM系统
企业模型库
工序生成
可制造性分析-2
工艺要求
打包发货
AGV小车运输
机械手
毛坯准备及装夹
是否满足要求
人工核价
分类策略
2D图纸-完整
可制造性分析-1
上机前自动测点
下单成功
是否碰撞/过切
补充信息
1. 虎钳、吸盘、三爪卡盘...2. 模型自动定位3. 夹具自动装夹
自动碰撞、过切检测
加工类型
装夹方式决策
人工处理
2D图纸
1. 螺纹孔、花纹面、镜面等2. 尺寸精度要求、刻字位置/大小/内容3. 锯片工艺、线切割工艺
3D模型调整
1. NC输出,加工程序、检测程序、落料程序2. 程式单、刀具清单、装夹示意图输出3. 碰撞过切报告、仿真报告、尺寸检测图
毛坯自动定义
1. 材料信息、零件尺寸2. 毛坯预处理信息(热处理)3. 是否一出多
1. 工序创建在导航器2. 加工对象、加工参数正确设置进入工序
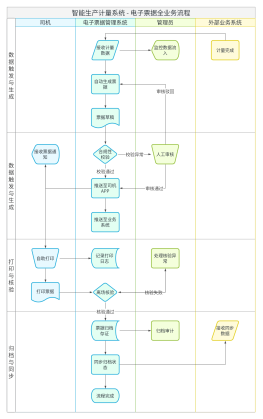
1. 蓝色区域:无需人为操作2. 黄色区域:需要人为介入3. 绿色区域:提示性内容
自动排样
客户来图
机床决策
加工后测点
产品分类
此步骤需要人工参与
工艺信息获取
1. 毛坯材料信息获取2. 毛坯类型:块料、板料、棒料等3. 毛坯尺寸:根据零件尺寸获取,有标准尺寸和定制尺寸
自动落料
1. 优先加工哪些特征,可以遵循特征高度、最少换刀、刀具从大到小等规则
在线商城下单流程
刀轨编辑
此步骤可省略
2D转3D
工序自动计算
3D图纸
特征识别
1. 不同的特征使用什么样的刀具、工序组合加工2. 使用什么样的切削参数,非切削参数
MES工厂信息化系统
MES系统排产
CAM软件涉及流程
加工方案排序
是否议价
上机加工
终止下单
自动后处理
1. 多个相同零件在一个毛坯中加工出来2. 多个不同零件在一个毛坯中加工出来
第三方平台仿真
残料分析是否加工干净
报价策略
是否接受
1. 4轴工位→3轴工位2. 正面→侧面→反面
1. 单次装夹、多次装夹2. 3轴、3+2轴、4轴、5轴