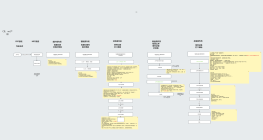
操作步骤:扫描成品钢印 CP001。系统显示“最终压降测试”界面。执行测试,录入+WI 要求内容:测试结果:合格/不合格压降值:___ kPa点击 【报工】。MES记录。
工序2:泄露测试120
文本
1.接受管板工单WO0002
1.接受翅片工单WO0001
同上工序
工艺3:.深浸焊
同上
1.接受 总装工单WO0005
操作步骤1:选择任务报工数量 2:不投原材料记录生产时间批次3:打印生产批次记录附在产品收集筐上
工艺1:芯体组装(单件)
工序2折弯
总装操作员
钣金操作员
原材料不追溯
批量记录打批次条码
ESOP、工时间汇报,WI内容上传
ERP系统
包装
工序3:外围件组装
工单下达
工艺6:芯体测试
芯体操作员
1操作员在 MES 终端选择工单 → 点击“报工” → 输入完工数量(如 10 件)。2MES 记录:工序完成时间、操作人、设备、完工数量。
同步工单WO
1操作员在 MES 终端选择工单 WO-CORE-001,系统显示工序为“芯体组装”。2操作员拿起一个待组装的芯体,在工件上打刻物理钢印号(例如 XT001)。3用扫码枪扫描该钢印号(或手动输入),系统弹出报工界面。4投料操作(此时必须完成):系统显示“请扫描投料批次”:管板批次:扫描来自 ERP 的管板物料批次条码(如 GB-240601-01)翅片批次:扫描翅片物料批次条码(如 CP-240601-02)操作员依次扫描两个批次条码,系统记录。点击 【报工】 按钮。MES 记录:钢印号 XT001 完成“芯体组装”工序投料批次绑定至该钢印号记录时间、操作人、设备
1.接受芯体工单WO0003产生单件码
同上芯体烘烤
1.接受 钣金工单WO0004
扫描钢印WO+ XT001。系统显示测试工序界面,操作员录入:测试结果:合格 / 不合格测试值(如泄漏量、压力等)+WI参数点击 【报工】。MES 记录测试结果。若不合格,系统可自动将该钢印标记为“不合格”,并阻止进入下一工序(或允许进入返工流程)。当所有钢印号都完成了最后一道工序(喷漆或测试)的报工,系统自动将工单状态置为“已完成”。可选:MES 回传 ERP 完工合格数量(排除不合格的芯体)。需要清单审核确认
管板操作员
CB、wc产品
工序4:泄露测试CB40
单件记录打二维码
有单件序列号
质量需要确认记录信息在那里记录?
工序3.焊接
工序5:油冷器组装
3工艺二:.管板清洗
工序1.激光切割(批量)
操作步骤:扫描成品钢印 CP001。系统显示当前工序“外围件组装”。完成组装后,点击 【报工】(无需录入额外数据)。MES记录完成时间、操作人。重复所有成品。
系统创建任务单
25.最终压降测试
PBI检测
作业方式
2工艺一:.管板加工(批量)
检测工序单件记录打标签
工艺2:芯体烘烤
工序1Panel组装
1操作员在 MES 终端选择工单 WO-CORE-001(或直接扫描钢印,系统自动识别工单)。2扫描芯体钢印 WO+XT001。3系统校验:上一工序(芯体组装)是否已完成 → 是,显示当前工序“芯体烘烤”。4操作员确认烘烤设备参数(可选录入温度、时间),点击 【报工】。5MES 记录 XT001 完成烘烤工序。6重复扫描 10钢印号,逐个报工。记录WI参数7全部报工后,工序状态自动变为“已完成
翅片操作员
工序4:防护网组装
ERP中目前没有批号管理暂时不追溯
1在泄露测试工位,MES 提供“生成测试条码”功能。2操作员点击“生成测试条码”,系统自动生成一个临时唯一编码(例如 WO-SHEET-001-T01),并打印标签。3操作员将标签粘贴在待测工件上。4扫描该条码 → 录入测试结果(合格/不合格,可选测试值)→ 记录WI参数--->报工。
1:工单确认产生唯一追溯码SN操作步骤2根据组装的成品框架,在指定位置打刻物理钢印(如 CP001)。或者铭牌(打码位置、打码方式需要生产确认)3:用扫码枪扫描该钢印号,系统弹出报工界面。4:投料操作(必须):系统提示“请扫描芯体钢印” → 扫描 XT001提示“请扫描钣金件条码” → 扫描钣金泄露测试条码(如 WO-SHEET-001-T01)提示“请扫描风扇组件序列号” → 扫描 WO-FAN-001-01点击 【报工】。MES记录:成品钢印 CP001 完成Panel组装绑定子部件(芯体、钣金、风扇)记录时间、操作人
工艺4:加强焊
MES系统
操作步骤:操作员拿起已贴有成品钢印 CP001 的工件。扫描钢印 CP001,系统显示当前工序“泄露测试”。执行测试,读取测试仪器的泄漏量(例如 0.2 ml/min)。在MES界面录入:WI检测测试结果:合格 / 不合格泄漏量:___ ml/min点击 【报工】。MES记录该成品测试数据
14.喷涂